Dead-Zone Minimization
Hydraulic propeller agitation is designed to improve mixing uniformity and reduce dead zones throughout the digester volume.
Technology
DBES (DHM Bio Energy System) is an anaerobic digestion technology distinguished by its hydraulic agitation system. It is designed for stable biogas production and commercial operating reliability.
Why DBES
DBES is engineered for stable digestion performance, high-solids tolerance, and safer in-digester operation at commercial scale.
Hydraulic propeller agitation is designed to improve mixing uniformity and reduce dead zones throughout the digester volume.

Supports feedstock above 10% total solids (TS) while maintaining stable digestion and conversion efficiency.
No in-tank electric motor and hydraulic drive architecture reduce ignition risk.
DBES Process Diagram
Compare process layouts for food waste + livestock manure and household mixed waste feedstock.
Select a diagram to view it in full size.
Core Process
Alternate Process
Process Flow
Review each step of the DBES process, including equipment, operating specs, and key outputs.
Use the arrow controls or step shortcuts to move through all 6 steps.
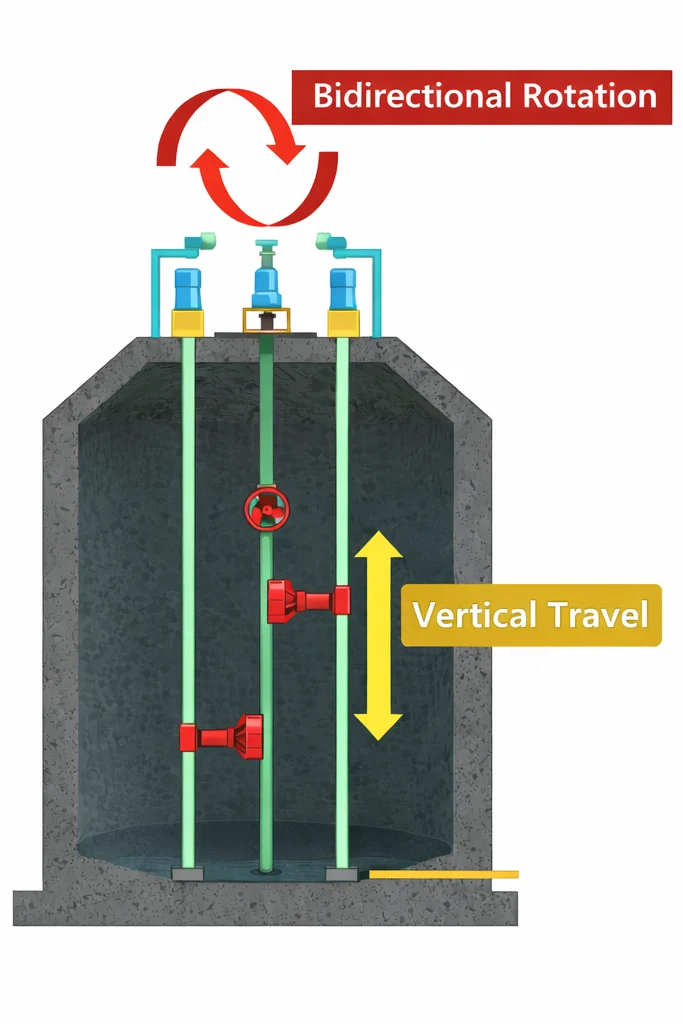
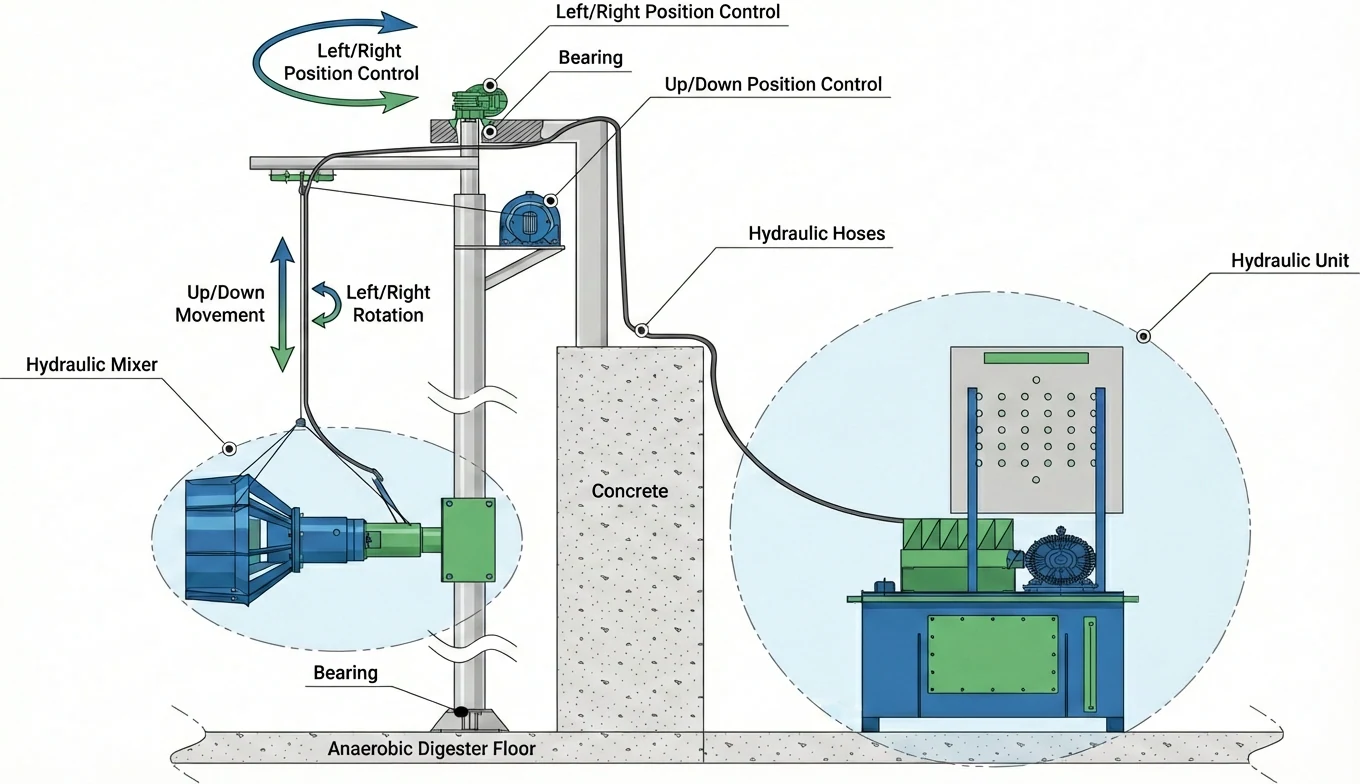
Hydraulic Agitation
The hydraulic propeller system is the core differentiator of DBES. It is engineered to eliminate dead space, maintain biological stability, and reduce long-term maintenance burden.
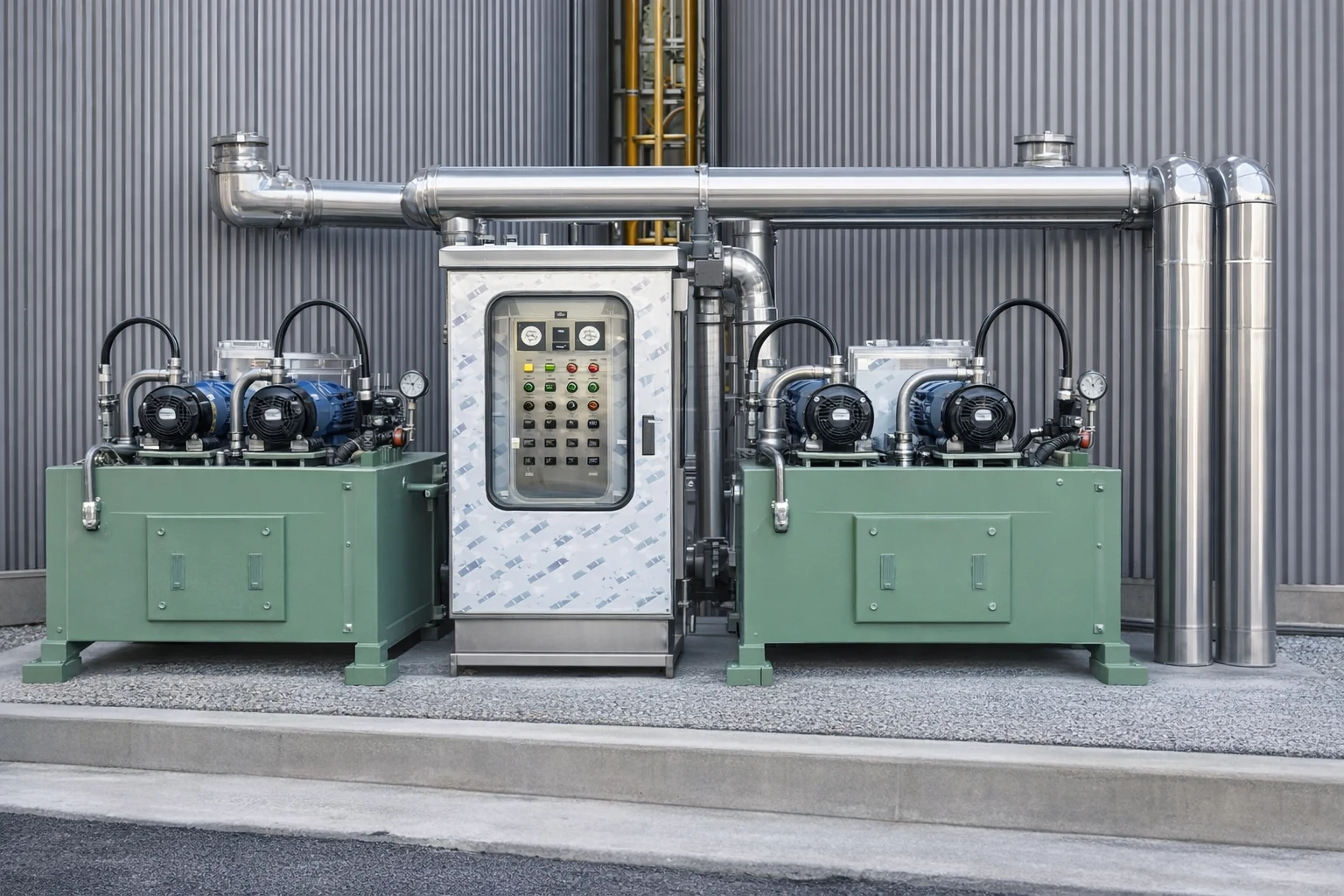
Hydraulic Agitation Layout
Reference visual showing the hydraulic drive and agitator layout.
Operating Conditions & Control Parameters
Digestion process conditions and hydraulic mixing control settings used for stable DBES operation.
Digestion Process Conditions
Digestion Regime
Wet anaerobic digestion
Temperature & pH Basis
Mesophilic (38°C), pH 6.5-8.0
Hydraulic Retention Time
30-35 days
Phase Configuration
Single-phase, two-stage
Mixing Control Parameters
Agitation System
Hydraulic propeller
Auto 4-axis positioning
Variable Speed Control
50-1,000 RPM
High-Solids Mixing
TS 10%+ operation
Duty Cycle
15 min ON / 45 min OFF
Mixing Validation Evidence
CFD simulation references are used to validate mixing behavior, and certification records indicate approved product scope.
CFD Mixing Validation
Reference CFD visual showing dead-zone minimization and stable internal circulation patterns.
Current CFD slide: 1 / 3
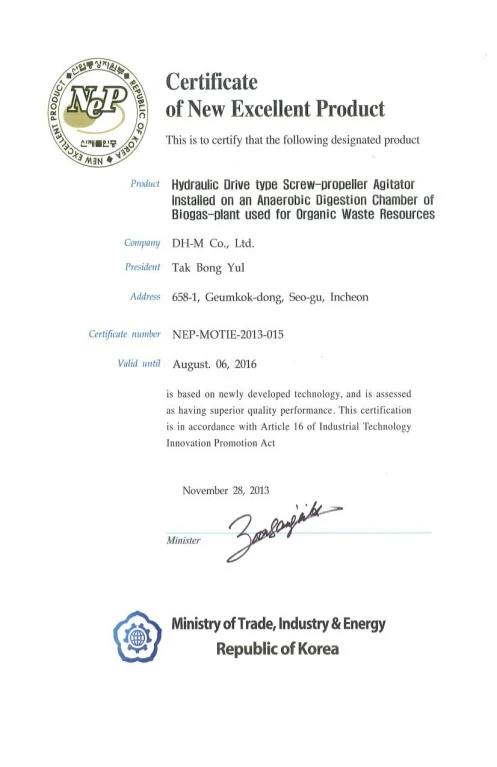
Certification
New Excellent Product by Ministry of Trade, Industry & Energy (Korea)
This certificate confirms the approved product scope for the hydraulic drive screw-propeller agitator.
Operating Performance Metrics
Representative hydraulic agitation outcome metrics from operating references.
Temperature Uniformity
±0.5°C
Top and bottom temperature deviation remains tightly controlled.
Bottom Flow Velocity
0.15 m/s+
Continuous bottom flow suppresses sediment accumulation.
Recovered Solids
FS 95%+
High recovery performance for stable digestion conditions.
Safety Design
Explosion-risk mitigation design used in methane-contact operating zones.
Safety Design
Comparison
Compares DBES with conventional digestion in mixing efficiency, high-solids handling, safety, and maintenance burden.
Mixing Efficiency
Conventional
Partial mixing, dead zones can remain
DBES
Hydraulic complete mixing with full-volume circulation
Sediment Build-up
Conventional
Frequent bottom sediment accumulation
DBES
Bottom flow velocity suppresses sedimentation
High-Solids Tolerance
Conventional
Limited high-solids handling window
DBES
Stable operation at high solids (10%+ total solids)
Explosion Risk
Conventional
In-tank electrical motor exposure
DBES
No in-tank electric motor; hydraulic drive architecture reduces ignition risk
Maintenance Burden
Conventional
Higher cleaning and downtime pressure
DBES
Reduced cleaning frequency and easier O&M planning
Certification
Conventional
Case-by-case engineering references
DBES
Commercial references with NEP-based verification
Technical Validation
Pilot testing data and commercial operating experience are used together to validate DBES design conditions.

Core Specs
Pilot Test Rigs
5 units
Temperature Range
Mesophilic to thermophilic
Test Purpose
Biogas sample testing
Design Input
Reliability-based design criteria
How the Data Supports Design
Plant Subsystems
Six modules cover gas storage/purification, MBR liquid-fertilizer filtration, pellet manufacturing, SBRMF wastewater treatment, and plant-wide monitoring.

Moisture-controlled storage with +8h reserve supports continuous heat and power use.

Three-stage upgrading turns raw biogas into CNG fuel and recovers reusable CO₂.

Turns digestate into premium liquid fertilizer suitable for high-value crops.
View Field Trial Results
Crushing-drying-molding converts solids into pellets at 1,000-1,500 kg/h.

SBRMF with membrane polishing supports stable, cleaner wastewater discharge.

24/7 remote monitoring helps prevent downtime and keeps plant operation safer and more predictable.
Download
Download the 1,000 t/day DBES project proposal including system overview, configuration, and partnership structure.
Next Step
Review how DBES technology translates into measurable environmental outcomes — from methane reduction and carbon credits to sustainable fertilizer production.